

The technology behind the new F1e and F12e pumps allows a wide operating speed range, maximizes flow and enables lower torque demand on the electric motor. Combined with frequency-controlled electric motors, hydraulic systems can achieve higher energy efficiency, reliability and performance. Several system functions need to be improved when diesel drive is replaced with electric drive.
– Three development areas have been particularly important. One is the acoustic profile, because hydraulic system noise becomes much more noticeable when it is no longer masked by a loud diesel engine. Energy efficiency also has to improve, since batteries cannot be too large, and finally the hydraulic pump must handle the more variable speeds that electric motors can operate at, explains Fredrik Magnusson, Market Development Manager at Parker Hydraulic Pump & Motor Europe.
A strong starting point
For Parker, the main development work has focused on noise behaviour in order to meet the need for hydraulic pumps adapted for electric drive.
– We already had pumps with both high efficiency and flexible speed capability, based on Bent Axis technology, and they are manufactured at our plant in Trollhättan, says Anders Hildingsson, R&D Manager at Parker Hydraulic Pump & Motor Europe.
That technology enables a compact design that improves performance in hydraulic applications.
– We achieve efficiencies of up to 95 percent, which, as far as we know, is market-leading. That high efficiency is due in part to the piston design, which keeps losses low, he continues.
Using an acoustic camera
However, Parker still needed to develop the pump design further in order to reduce noise levels when the pumps operate together with an electric motor. In this work, they collaborated closely with customers and used an acoustic camera with up to 40 microphones mounted around it. It shows exactly where the sound comes from and where it reflects, making it possible to identify where noise-reduction measures are needed.
– It has been very helpful in locating different sound sources. One thing we discovered was that the acoustic profile depends on the installation of the hydraulic system itself. At first, when replacing the diesel engine with an electric motor, people assumed no damping was needed between the motor and the chassis, but that turned out to be wrong. Vibrations propagated from the motor and pump through the chassis and created a high surrounding noise level. By installing vibration dampers between the electric motor and the chassis, much of that noise was reduced.
Reduced noise levels
When they analysed the sound from the systems, it became clear that the main issue was not the sound radiated directly from the pump itself, but the noise caused by flow pulsations at the outlet. Those pulsations generate sound when they interact with fixed components such as cylinders, filters and valves.
– By installing vibration dampers at filters and valves as well, in some cases we reduced the noise level by a total of 10 dBA.
They then concluded that this noise could be reduced further by integrating a ripple chamber that smooths the flow on the high-pressure side.
– In that way, we have managed to reduce pressure pulsations by 40 percent in the new pumps we developed, says Anders Hildingsson.
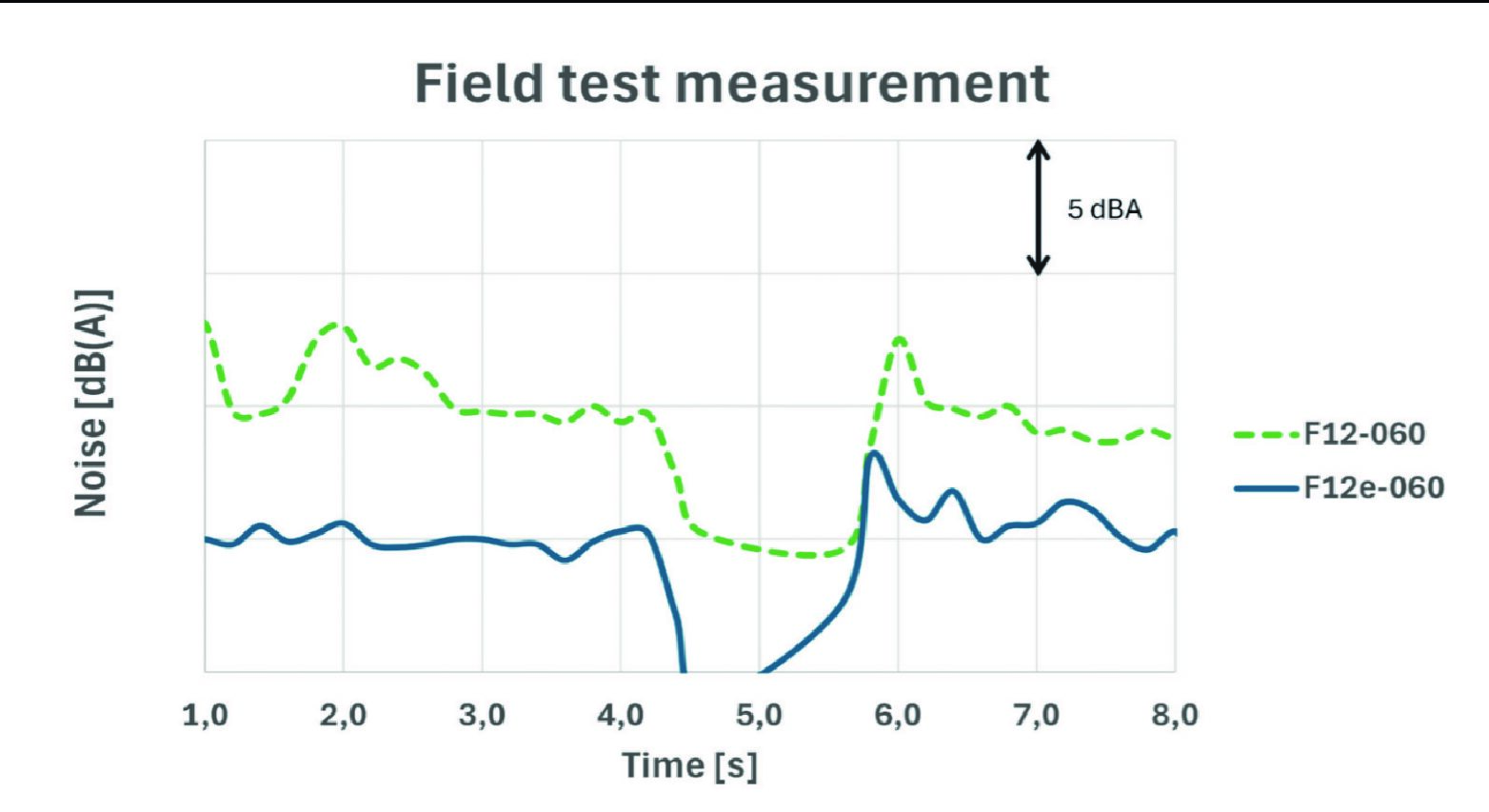
Field measurements showed that noise levels dropped by about another 6 dB after that measure. Users also described the sound as softer and more harmonious.
– It is not only the sound volume that matters for people working around hydraulic systems, but also the character of the sound. Two sounds at the same level can be experienced as more or less disturbing. One important goal is to eliminate the high frequencies that are perceived as especially intrusive.
Optimized pump solution
In order to improve compatibility with electric motors even further, Parker also optimized other parts of the pump, such as opening and closing angles.
– For the pumps we have specially adapted for electric drive, we developed a dedicated pump solution. Among other things, we enlarged the inlet channel to allow higher flow. That creates opportunities for higher speeds, which better match the higher speed range of the electric motor, explains Anders Hildingsson.
The pumps can also handle very low speeds and can operate across a variable speed range starting from zero.
– They are not damaged by very low speeds, although system factors mean they are rarely run below 50 rpm. Many other pump solutions on the market cannot handle less than 300–500 rpm, he continues.
Collaboration within the group
Different Parker divisions are working together to develop the interaction between electric motors and hydraulic systems even further.
– One problem that can arise when you connect an electric motor and hydraulic pump directly to achieve a compact design is that lubrication of the spline interface becomes harder to manage, which can increase wear in very demanding applications. That is why, together with the electric motor division, we developed a new patented solution with an integrated lubrication function, creating a maintenance-free connection where needed, explains Fredrik Magnusson.
The new pumps developed specifically for use with electric motors are primarily intended for mobile applications.
– The F1e pump is mainly intended for trucks, while F12e is a more general-purpose pump suited to different types of applications. We feel very good about having developed these e-pumps, since they contribute to the growing importance of electrification in the effort toward a carbon-free future, he concludes.






